| 材质 | Q235B Q345B |
|---|---|
| 产地 | 天津 |
| 规格 | 齐全 |
| 品牌 | 大厂家 |
| 用途 | 广泛 |



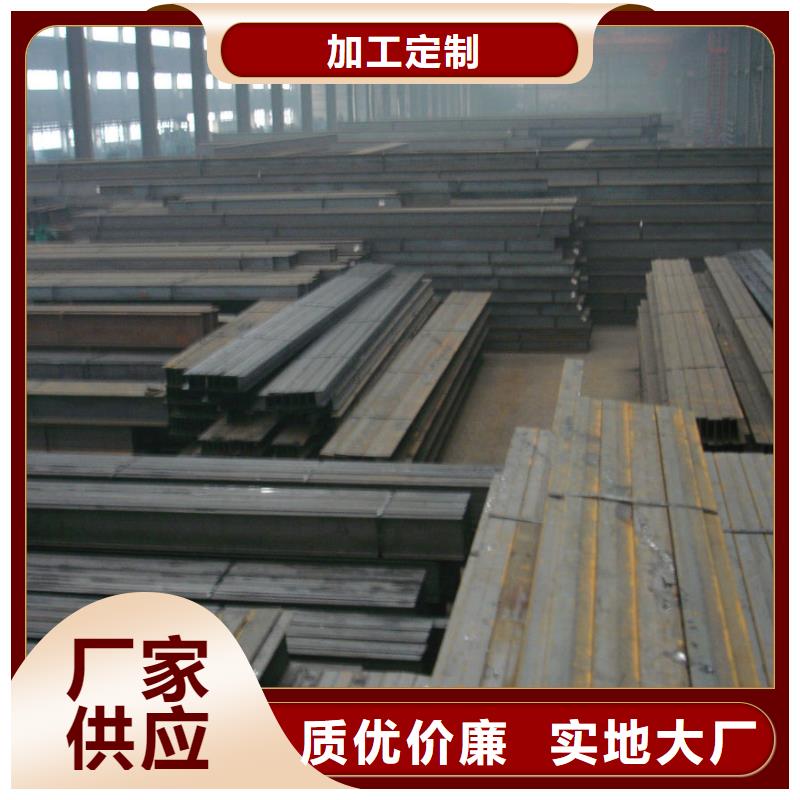
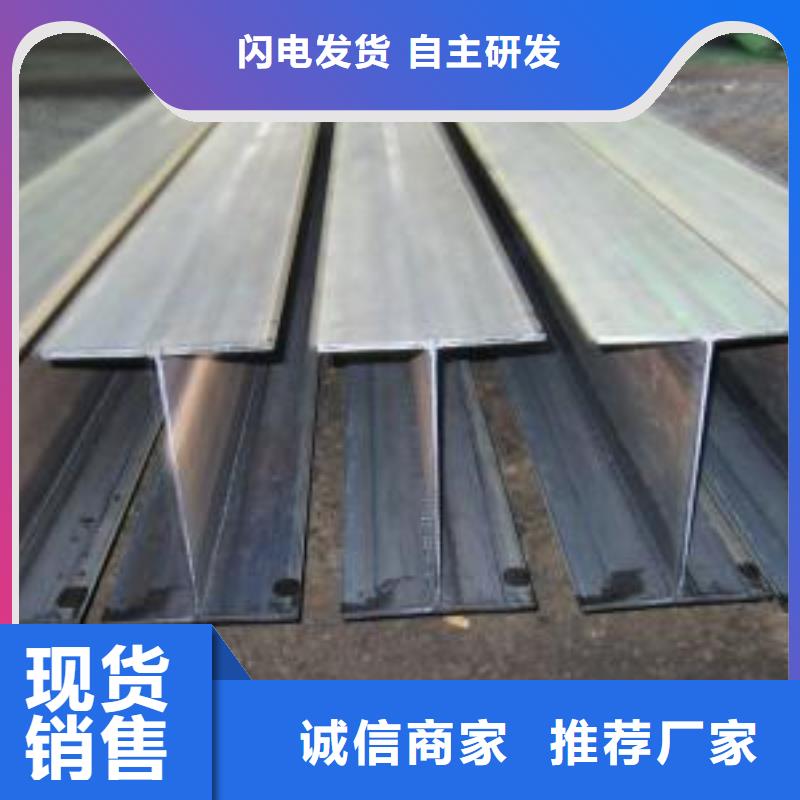
首要技能经济目标:焊后产品表面无氧化,焊接质量高于气焊;端片与电阻片焊接牢靠,焊接无熔化及变形;确保分流器的电阻功能;出产功率进步两倍。高频焊接轻型H型钢的技能特色是:焊接速度快,可到达18-45m/分;热影响小,简单操控H型钢变形;可焊接不同原料组合的H型钢;可完成张力出产,削减焊接应力。技能水平:截面尺度精度高;截面功能优秀;截面尺度可按用户要求定制的特色。标准、原料共同时热轧H型钢彻底可替代焊接H型钢,而且前者比后者质量有确保。一般情况下,在结构设计时,对多高层建筑宜选用热轧H型钢,对门式刚架结构的轻钢厂房,选用焊接变截面H型钢其用钢量目标更好一些,但工程造价并不能节省多少,其原因在于热轧H型钢的加工量要小、工期稍短,假如核算其归纳经济效益(包含工程投入运用后),在工期起决定性效果的情况下,可选择热轧H型钢,但当工期要求不严厉或某些形象工程,是可本着节省资源的准则选用焊接H型钢。


焊接H型构件加工制作采用H型钢生产线进行组焊,首先在H型钢自动组立机上将腹板和其中一块翼缘板组装成T型,然后再将T型与另一块翼缘板组装成H型,合格后转入后续各工序,焊接H型构件加工制作流程如图所示。H型钢加工步骤焊接H型钢构件加工制作工艺要点要注意这几个方面:下料切割焊接H型钢腹板、翼缘板切割下料前应用矫平机对钢板进行矫平,切割设备主要采用火焰多头直条切割机。切割时进行多块板同时下料,以防止零件切割后产生侧弯。下料前应仔细核对钢板的材质、规格、尺寸是否正确,核对无误后方可进行切割,同时应对钢板的不平度进行检查,不平度超过"施工规范"规定的应先进行矫平。切割前将钢板表面的铁锈、油污等杂物干净,以保证切割质量。切割后应将切割面上的氧化皮、硫渣干净,然后转人下道工序。切割公差和质量应满足"施工规范" 规定要求。
![[内江]阔恒兴旺国际贸易有限公司名片](http://ypmimg.44983.com/UploadImg/1941/new_card.jpg "[内江]阔恒兴旺国际贸易有限公司名片")